Կիսահաղորդիչների արտադրության մեջ կա մի տեխնիկա, որը կոչվում է «փորագրում» հիմքի կամ հիմքի վրա ձևավորված բարակ թաղանթի մշակման ժամանակ: Փորագրման տեխնոլոգիայի զարգացումը դեր է խաղացել 1965 թվականին Intel-ի հիմնադիր Գորդոն Մուրի կողմից արված կանխատեսման իրականացման գործում, որ «տրանզիստորների ինտեգրման խտությունը կկրկնապատկվի 1,5-ից 2 տարում» (սովորաբար հայտնի է որպես «Մուրի օրենք»):
Փորագրումը ոչ թե «հավելում» գործընթաց է, ինչպիսին է նստեցումը կամ կապումը, այլ «նվազեցում» գործընթաց: Բացի այդ, ըստ քերման տարբեր եղանակների, այն բաժանվում է երկու կատեգորիայի՝ «թաց փորագրում» և «չոր փորագրում»: Պարզ ասած՝ առաջինը հալման մեթոդ է, իսկ երկրորդը՝ փորելու մեթոդ։
Այս հոդվածում մենք համառոտ կբացատրենք օֆորտի յուրաքանչյուր տեխնոլոգիայի, թաց փորագրման և չոր փորագրման առանձնահատկություններն ու տարբերությունները, ինչպես նաև կիրառման ոլորտները, որոնց համար յուրաքանչյուրը հարմար է:
Փորագրման գործընթացի ակնարկ
Ասում են, որ փորագրման տեխնոլոգիան առաջացել է Եվրոպայում 15-րդ դարի կեսերին: Այդ ժամանակ թթու էին լցնում փորագրված պղնձե ափսեի մեջ՝ մերկ պղինձը կոռոզիայի ենթարկելու համար՝ կազմելով խորշիկ։ Մակերեւութային մշակման մեթոդները, որոնք օգտագործում են կոռոզիայի հետևանքները, լայնորեն հայտնի են որպես «փորագրում»:
Կիսահաղորդիչների արտադրության մեջ փորագրման գործընթացի նպատակը հիմքի վրա ենթաշերտը կամ թաղանթն ըստ գծագրի կտրելն է: Թաղանթի ձևավորման, ֆոտոլիտոգրաֆիայի և օֆորտի նախապատրաստական փուլերը կրկնելով՝ հարթ կառուցվածքը վերամշակվում է եռաչափ կառուցվածքի։
Տարբերությունը թաց փորագրման և չոր փորագրման միջև
Ֆոտոլիտոգրաֆիայի գործընթացից հետո մերկացած ենթաշերտը փորագրման գործընթացում թաց կամ չոր փորագրվում է:
Թաց փորագրման համար օգտագործվում է լուծույթ՝ մակերեսը փորագրելու և քերելու համար: Չնայած այս մեթոդը կարող է արագ և էժան մշակվել, դրա թերությունն այն է, որ մշակման ճշգրտությունը մի փոքր ավելի ցածր է: Հետևաբար, չոր փորագրումը ծնվել է մոտ 1970 թվականին: Չոր փորագրումը չի օգտագործում լուծույթ, այլ օգտագործում է գազ՝ հարվածելով ենթաշերտի մակերեսին՝ այն քերծելու համար, ինչը բնութագրվում է մշակման բարձր ճշգրտությամբ:
«Իզոտրոպիա» և «անիզոտրոպիա»
Թաց փորագրման և չոր փորագրման տարբերությունը ներկայացնելիս հիմնական բառերն են «իզոտրոպ» և «անիզոտրոպ»: Իզոտրոպիա նշանակում է, որ նյութի և տարածության ֆիզիկական հատկությունները չեն փոխվում ուղղության հետ, իսկ անիզոտրոպությունը նշանակում է, որ նյութի և տարածության ֆիզիկական հատկությունները փոփոխվում են ըստ ուղղության։
Իզոտրոպային փորագրումը նշանակում է, որ օֆորտն ընթանում է նույն քանակով որոշակի կետի շուրջ, իսկ անիզոտրոպային փորագրումը նշանակում է, որ փորագրումն ընթանում է տարբեր ուղղություններով որոշակի կետի շուրջ: Օրինակ, կիսահաղորդիչների արտադրության ժամանակ փորագրման ժամանակ անիզոտրոպ փորագրումը հաճախ ընտրվում է այնպես, որ միայն թիրախային ուղղությունը քերծվի՝ մնացած ուղղությունները թողնելով անփոփոխ:
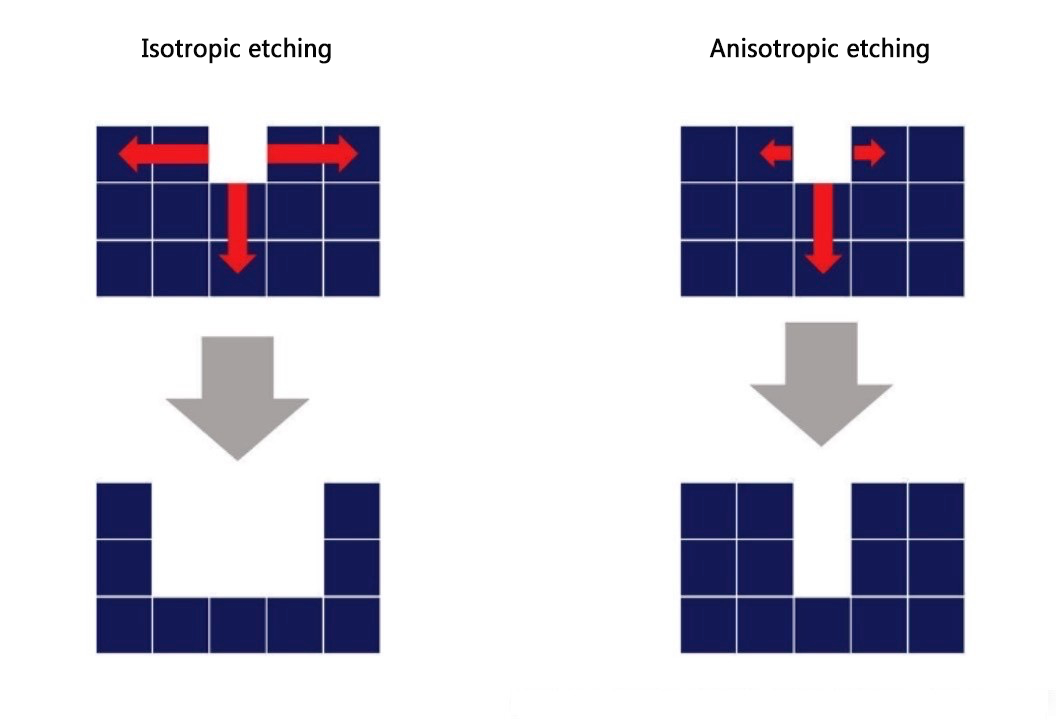 «Isotropic Etch»-ի և «Anisotropic Etch»-ի պատկերներ
«Isotropic Etch»-ի և «Anisotropic Etch»-ի պատկերներ
Թաց փորագրում քիմիական նյութերի օգտագործմամբ:
Թաց փորագրումն օգտագործում է քիմիական ռեակցիա քիմիական նյութի և սուբստրատի միջև: Այս մեթոդով անիզոտրոպ օֆորտն անհնարին չէ, բայց շատ ավելի դժվար է, քան իզոտրոպային օֆորտը։ Կան բազմաթիվ սահմանափակումներ լուծույթների և նյութերի համադրության վերաբերյալ, և պայմանները, ինչպիսիք են ենթաշերտի ջերմաստիճանը, լուծույթի կոնցենտրացիան և ավելացման քանակը, պետք է խստորեն վերահսկվեն:
Անկախ նրանից, թե որքան լավ են կարգավորվում պայմանները, թաց փորագրումը դժվար է հասնել 1 մկմ-ից ցածր նուրբ մշակման: Դրա պատճառներից մեկը կողմնակի փորագրումը վերահսկելու անհրաժեշտությունն է:
Անհատականացումը մի երևույթ է, որը նաև հայտնի է որպես թերաճում: Նույնիսկ եթե հույս կա, որ նյութը կլուծվի միայն ուղղահայաց (խորության ուղղությամբ) թաց փորագրման միջոցով, անհնար է ամբողջությամբ կանխել լուծույթի կողքերին հարվածելը, ուստի նյութի լուծարումը զուգահեռ ուղղությամբ անխուսափելիորեն կշարունակվի: . Այս երևույթի շնորհիվ թաց փորագրումը պատահականորեն առաջացնում է հատվածներ, որոնք ավելի նեղ են, քան թիրախի լայնությունը: Այս կերպ, երբ մշակվում են արտադրանք, որոնք պահանջում են ճշգրիտ ընթացիկ հսկողություն, վերարտադրելիությունը ցածր է, իսկ ճշգրտությունը՝ անվստահելի:
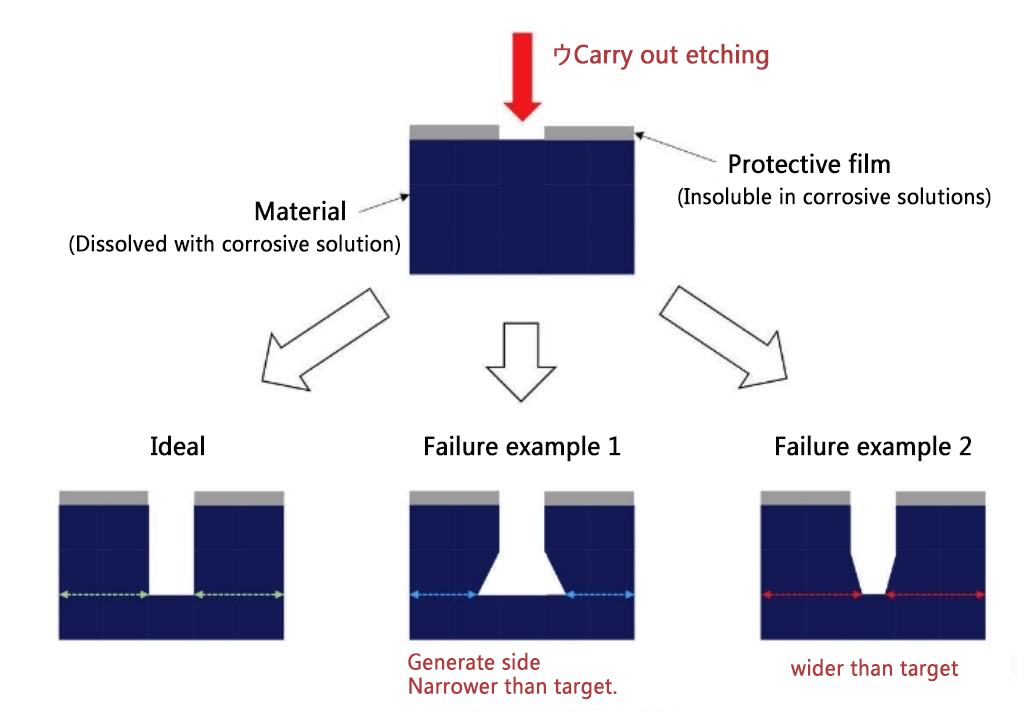 Թաց փորագրման հնարավոր ձախողումների օրինակներ
Թաց փորագրման հնարավոր ձախողումների օրինակներ
Ինչու է չոր փորագրումը հարմար միկրոհաստոցների համար
Առնչվող արվեստի նկարագրությունը Չոր փորագրումը, որը հարմար է անիզոտրոպ փորագրման համար, օգտագործվում է կիսահաղորդիչների արտադրության գործընթացներում, որոնք պահանջում են բարձր ճշգրտության մշակում: Չոր փորագրումը հաճախ կոչվում է ռեակտիվ իոնային փորագրում (RIE), որը կարող է ներառել նաև պլազմայի փորագրումը և ցայտող փորագրումը լայն իմաստով, բայց այս հոդվածը կկենտրոնանա RIE-ի վրա:
Բացատրելու համար, թե ինչու է անիզոտրոպային փորագրությունն ավելի հեշտ չոր փորագրման դեպքում, եկեք ավելի սերտ նայենք RIE գործընթացին: Դա հեշտ է հասկանալ՝ չոր փորագրման և ենթաշերտը քերելու գործընթացը բաժանելով երկու տեսակի՝ «քիմիական փորագրում» և «ֆիզիկական փորագրում»:
Քիմիական փորագրումը տեղի է ունենում երեք փուլով. Նախ, ռեակտիվ գազերը ներծծվում են մակերեսի վրա: Այնուհետև ռեակցիայի արտադրանքները ձևավորվում են ռեակցիայի գազից և ենթաշերտի նյութից, և վերջապես ռեակցիայի արտադրանքները կլանվում են: Հետագա ֆիզիկական փորագրման ժամանակ ենթաշերտը փորագրվում է ուղղահայաց դեպի ներքև՝ հիմքի վրա ուղղահայաց արգոն գազ կիրառելով:
Քիմիական փորագրումը տեղի է ունենում իզոտրոպիկ կերպով, մինչդեռ ֆիզիկական փորագրումը կարող է առաջանալ անիզոտրոպ կերպով՝ վերահսկելով գազի կիրառման ուղղությունը: Այս ֆիզիկական փորագրման պատճառով չոր փորագրումը թույլ է տալիս ավելի շատ վերահսկել փորագրման ուղղությունը, քան թաց փորագրումը:
Չոր և թաց օֆորտը նույնպես պահանջում է նույն խիստ պայմանները, ինչ թաց փորագրումը, բայց այն ունի ավելի բարձր վերարտադրելիություն, քան թաց փորագրությունը և ունի շատ ավելի հեշտ կառավարվող տարրեր: Ուստի, կասկած չկա, որ չոր փորագրությունն ավելի նպաստավոր է արդյունաբերական արտադրության համար։
Ինչու՞ է դեռ անհրաժեշտ թաց փորագրությունը
Երբ հասկանաք թվացյալ ամենակարող չոր փորագրությունը, կարող եք մտածել, թե ինչու է խոնավ օֆորտը դեռ գոյություն ունի: Սակայն պատճառը պարզ է՝ թաց փորագրությունն ավելի էժան է դարձնում ապրանքը։
Չոր փորագրման և թաց փորագրման հիմնական տարբերությունը արժեքն է: Թաց փորագրման մեջ օգտագործվող քիմիկատներն այնքան էլ թանկ չեն, և սարքավորումների գինը ինքնին ասում է, որ կազմում է չոր փորագրման սարքավորումների մոտ 1/10-ը: Բացի այդ, մշակման ժամանակը կարճ է, և մի քանի սուբստրատներ կարող են մշակվել միաժամանակ՝ նվազեցնելով արտադրության ծախսերը: Արդյունքում մենք կարող ենք ցածր պահել արտադրանքի ծախսերը՝ մեզ առավելություն տալով մեր մրցակիցների նկատմամբ: Եթե մշակման ճշգրտության պահանջները բարձր չեն, շատ ընկերություններ կընտրեն թաց փորագրությունը կոպիտ զանգվածային արտադրության համար:
Օֆորտավորման գործընթացը ներկայացվել է որպես միկրոֆաբրիկացիայի տեխնոլոգիայի մեջ դերակատարող գործընթաց: Օֆորտի գործընթացը մոտավորապես բաժանվում է թաց և չոր փորագրման: Եթե արժեքը կարևոր է, ապա առաջինն ավելի լավ է, և եթե պահանջվում է 1 մկմ-ից ցածր միկրոմշակում, ապա երկրորդն ավելի լավ է: Իդեալում, գործընթացը կարելի է ընտրել՝ հիմնվելով արտադրվելիք արտադրանքի և արժեքի վրա, այլ ոչ թե այն, թե որն է ավելի լավը:
Հրապարակման ժամանակը՝ ապրիլի 16-2024